

Heute geht es bei uns um den Wechsel der Druckdüse, der sogenannten NOZZLE. Die meisten Drucker sind ab Werk mit einer 0,4mm Düse ausgestattet und die wenigsten User ändern dies jemals. Das ist ungefähr so sinnvoll, wie sich eine teure DSLR-Kamera für Wechselobjektive zu kaufen und dann nur das mitgelieferte Standardobjektiv zu verwenden. Es gibt halt sooo viel mehr Möglichkeiten und genau darauf wollen wir hier eingehen und Dir die Chance geben, sie für Dich zu entdecken und EFFEKTIV einzusetzen.
Gerade bei größeren Drucken mit weniger komplexen Formen, wie z. B. einer Vase oder einer Büste, macht es wirklich Sinn eine größere Düse zu verwenden. Diese lässt sich kinderleicht mit wenigen Handgriffen wechseln und wir zeigen Dir hier am Beispiel eines Prusa i3 MK3 wie das geht.
Mit der Werksdüse (0,4mm) bräuchte unser Prusa i3 MK3 bei einer Schichthöhe von 0,2mm für unser 20x17x10cm Makerteam-Logo aus PLA mit 5% Infill ca. 11 Stunden. Mit einer 0,6mm Nozzle bei gleicher Schichthöhe nur 8 Stunden. Ändert man nun noch die Schichthöhe auf 0,3mm, so beträgt die Druckzeit nur noch 6 Stunden, bei Schichthöhe 0,4mm gerade noch 5 Stunden. Wir haben also „mal eben“ satte 55% der ursprünglichen Zeit eingespart und Zeit… ist bekanntlich Geld, insbesondere bei den derzeit steigenden Energiepreisen!
Wer sich jetzt fragt, ob man nicht noch höhere Schichten mit noch breiteren Nozzlen fahren kann, der hat im Prinzip recht, doch es kommen neue Probleme hinzu. Irgendwann reicht die Hitze des Hotends nicht mehr aus und man benötigt ein stärkeres. Da ist man also schon mitten im Thema „Tuning“, das den Rahmen dieses Beitrages definitiv sprengt. Zudem wird mit steigender Schichthöhe die Oberfläche auch unsauberer. Dem kann man entgegen wirken, ist aber nicht so einfach. Hat halt alles seine Vor- und Nachteile. WIR persönlich bleiben bei max. 0,6mm Nozzlen für unseren täglichen Einsatz.
Wer MEHRERE 3D-Drucker sein Eigen nennt oder sogar im semi-professionellen Bereich unterwegs sein will, der kann auch darüber nachdenken, auf verschiedenen Druckern unterschiedliche Nozzlen zu fahren, um die Druckaufträge noch effizienter abwickeln zu können. Eine weit schwierigere Frage ist aber:
Welche Düse brauche ich überhaupt?
Welche Düse Du am Besten nimmst, hängt in erster Linie davon ab, WAS Du drucken möchtest. Druckst Du eher kleine Bauteile mit filigraner Beschaffenheit und gehobenem Anspruch an die Optik, dann wählst Du am Besten eine kleine Nozzle von max. 0,4mm. Werden die Konturen oder Details mit einer 0,4er Deiner Meinung nach nicht ausreichend gut gedruckt, kannst Du hier auch auf 0,3mm oder sogar 0,2mm reduzieren. Vergrößern macht (wie schon erläutert) nur bei großen Objekten Sinn, allein wegen der Zeit- und Energieersparnis.
Welche Schichthöhe sollte ich wählen?
Das hängt in erster Linie von Deinem persönlichen Anspruch an die spätere Optik ab. Schichthöhen von 0,2mm und 0,3mm lassen sich sehr gut mit Schleifpapier nacharbeiten. Generell gilt: Je geringer die Schichthöhe desto feiner wird der Druck ABER desto länger braucht er auch. Es ist ein Spiel mit den Einstellungen in Hinblick auf den eigenen Geschmack.
Welche Düsenmaterialien gibt es?
Es gibt Düsen aus Messing, Stahl, Edelstahl und sogar welche mit Rubinkopf.
Messingdüsen (bis max. 300°C)

Messingdüsen sind die am Häufigsten verkauften 3D-Druckerdüsen. Sie bieten bei sehr geringen Kosten gleichzeitig sehr gute Wärmeübertragung. Leider nutzen sie bei stark abtragende (abrasiven) Materialien relativ schnell ab. Nickel- bzw. chrombeschichtete Messingdüsen wirken dem entgegen, verlangsamen den Abnutzungsprozess aber nur.
Vorteile: Günstig, hoch wärmeleitfähig
Nachteile: Geringe Verschleissfestigkeit, nicht für stark abrasive Filamente geeignet
Beschichtete Düsen (bis max. 500°C)

Wie beriets zuvor erwähnt schützt man mit Beschichtungen das relativ weiche Kupfer- bzw. Messingmaterial der Düsen vor zu starkem/schnellem Abrieb durch stark abrasive Materialien. Neben der besseren Kratzfestigkeit wird auch die Temperaturbeständigkeit der Düse erhöht.
Vorteile: Höhere Verschleissfestigkeit gegenüber Kupfer & Messing, hoch wärmeleitfähig & temperaturbeständig
Nachteile: Nicht für stark abrasive Filamente geeignet, nicht so hart wie „gehärteter“ Stahl
(Edel-)Stahldüsen (bis max. 500°C)

(Edel-)Stahl-Nozzlen haben eine noch höhere Verschleissfestigkeit als beschichtete Düsen. Anhaftungen von geschmolzenem Kunststoff werden bis zu einem gewissen Grad vermieden, was diese Art der Düsen theoretisch auch für lebensmittelechte Filamente eignet. Stahl ist gegenüber Messing weniger wärmeleitend und wird daher für die häufige Verwendung abrasiver Filamente nicht empfohlen.
Vorteile: Verschleißfester als (beschichtete) Messingdüsen, lebensmittelechte Drucke möglich
Nachteile: Schlechtere Wärmeleiteigenschaften als Messing, geringere Verschleißfestigkeit als Düsen aus gehärtetem Stahl
Düsen aus gehärtetem Stahl (bis max. 500°C)
Diese Düsen sind ein echtes Upgrade für jeden 3D-Drucker, da sie gegenüber Messingdüsen 10x robuster sind, insbesondere gegenüber stark abrasiven Filamenten. Der Wehrmutstropfen liegt in der noch geringeren Wärmeleiteigenschaft als bei normalen Stahldüsen, dem hohen Preis sowie der geringeren Druckqualität, bedingt durch die rauhere Innenoberfläche.
Vorteile: Sehr hohe Verschleissfestigkeit (auch bei abrasivem Material), langlebig
Nachteile: Geringste Wärmeleitfähigkeit unter den Materialien, herabgesetzte Druckqualität, hohe Anschaffungskosten (Preis: >10€/stck.)
Rubin-besetzte Düsen (bis. max. 550°C)

Die absolute Oberliga der 3D-Druckdüsen bilden die rubin-besetzten (zum Teil zusätzlich und auch mehrfach beschichteten) Messingdüsen. Fertigungsbedingt können hier nur kleine Lochdurchmesser durch den Rubin getrieben werden. Rubindüsen sind die teuersten aber auch widerstandsfähigksten Exemplare am Markt.
Vorteile: Hohe Wärmeleitfähigkeit (Messingkörper), höchste Verschleißfestigkeit und Termperaturbeständigkeit
Nachteile: Hohe Anschaffungskosten (Preis: >50€/stck.)
Primär hat die Wahl der Nozzle mit dem verwendeten Filament zu tun. Für PLA ist eine Messingdüse vollkommen ausreichend. Diese kosten in der Regel unter 10,-€ und sind in diversen Sets für alle gängigen Drucker erhältlich. Du musst lediglich vorher feststellen, was Dein Drucker für ein HOTEND verbaut hat und dessen Gewindegröße feststellen, da die neue Nozzle logischerweise dieselbe Größe haben muss, sonst beschädigt Du die Düse und/oder das Hotend. Wenn Du Dir nicht sicher bist, schreibe einfach einen Kommentar hier oder schicke uns eine Email. Wir helfen Dir.
Der Wechsel der Nozzle
Der Umbau selbst ist wirklich nicht schwer. Du musst allerdings ein paar Dinge beachten. Hier eine Schritt-für-Schritt Anleitung zum Düsenwechsel:
1) Falls verbaut, entferne die Silikonsocke. Diese dient in der Regel zur Vermeidung der Anhaftung etwaiger Verschmutzungen im Bereich der Düse, sorgt für eine konstantere Temperatur und isoliert den Heizblock.


Nicht alle Drucker haben sowas. Es sei hier nur erwähnt, falls Dein Druck so etwas dran hat. Einfach abziehen und VORSICHT: Bitte nur im kalten Zustand!
2) Jetzt sollte das geladene Filament entfernt werden. Heize Dein Hotend auf ca. 130°C (Coldplug) auf und drücke anschließend das Filament etwas von oben zwecks pre-heating HINEIN, um es anschließend nach oben komplett HINAUS zu ziehen. Die Düse sollte nun frei sein und kann gewechselt werden.
Sollte es nicht sofort funktionieren, heize auf max. 230°C auf und versuche es erneut.
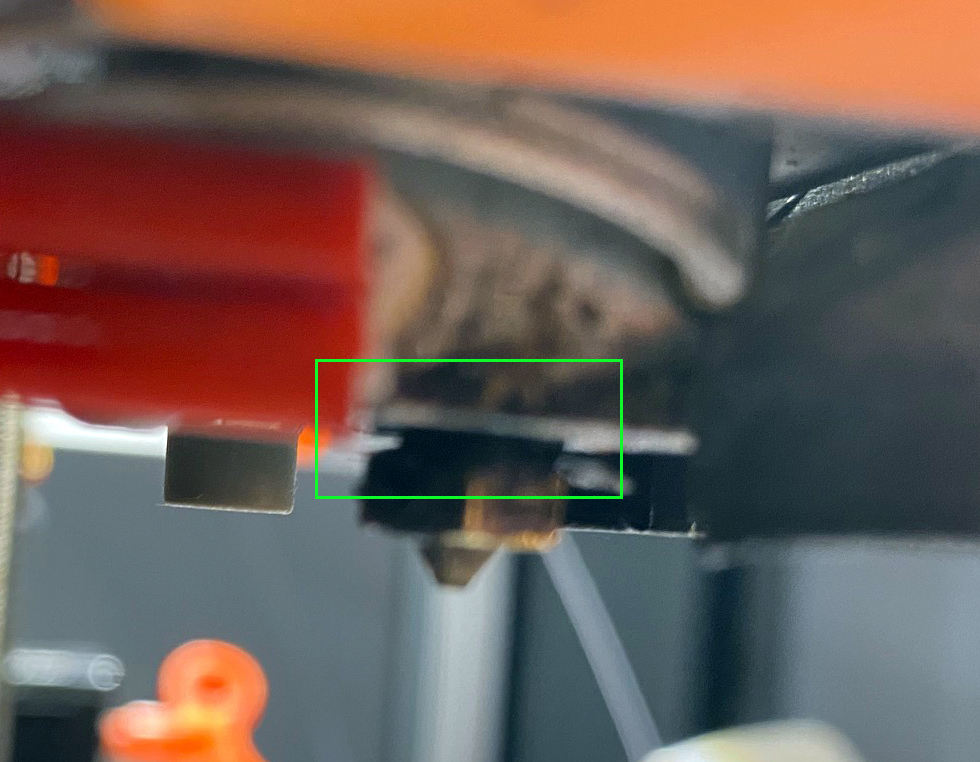
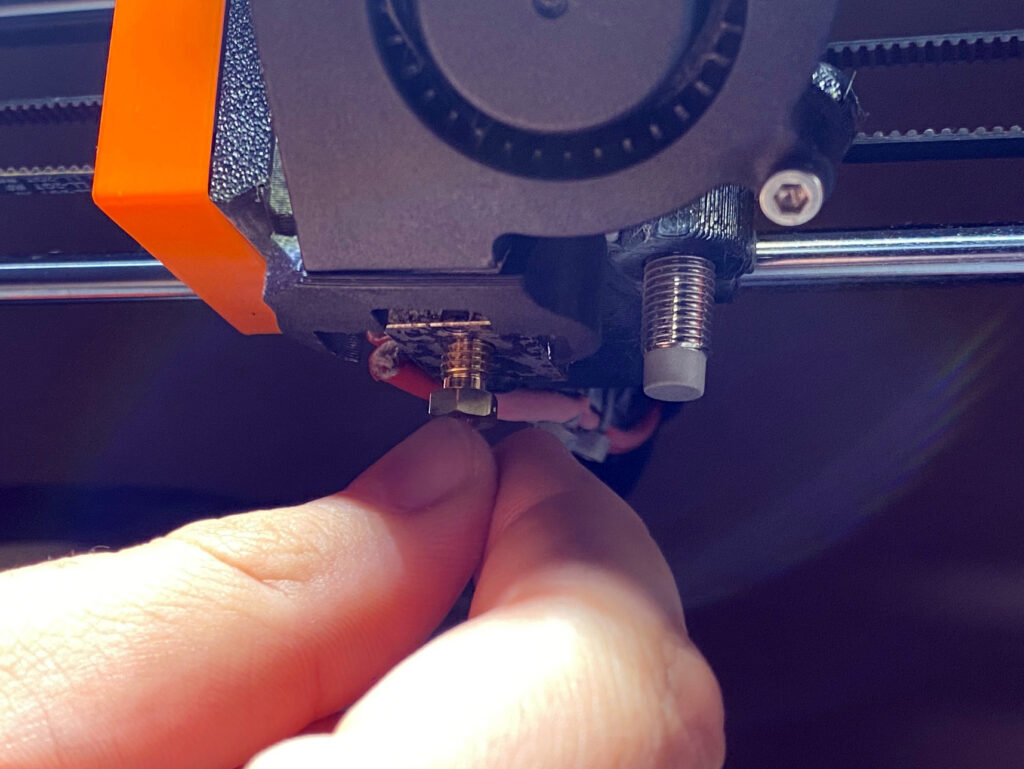
3) Schaue Dir die montierte Düse zunächst genau an. Sofern sie RICHTIG montiert ist, solltest Du noch einen kleinen Spalt zwischen dem Sechskant der Düse und dem Heizblock sehen können. Darauf gehe ich gleich gesondert ein.
4) Als Nächstes muss der Heizblock festgehalten werden (z. B. mit einem Rollgabelschlüssel o. ä.), da sich ansonsten die Scherkräfte beim Losschrauben schädlich auf die befestigten Elemente des Druckkopfes auswirken können. Achte darauf, etwaige Kabel nicht zu beschädigen und wirklich nur den Heizblock zu fassen.
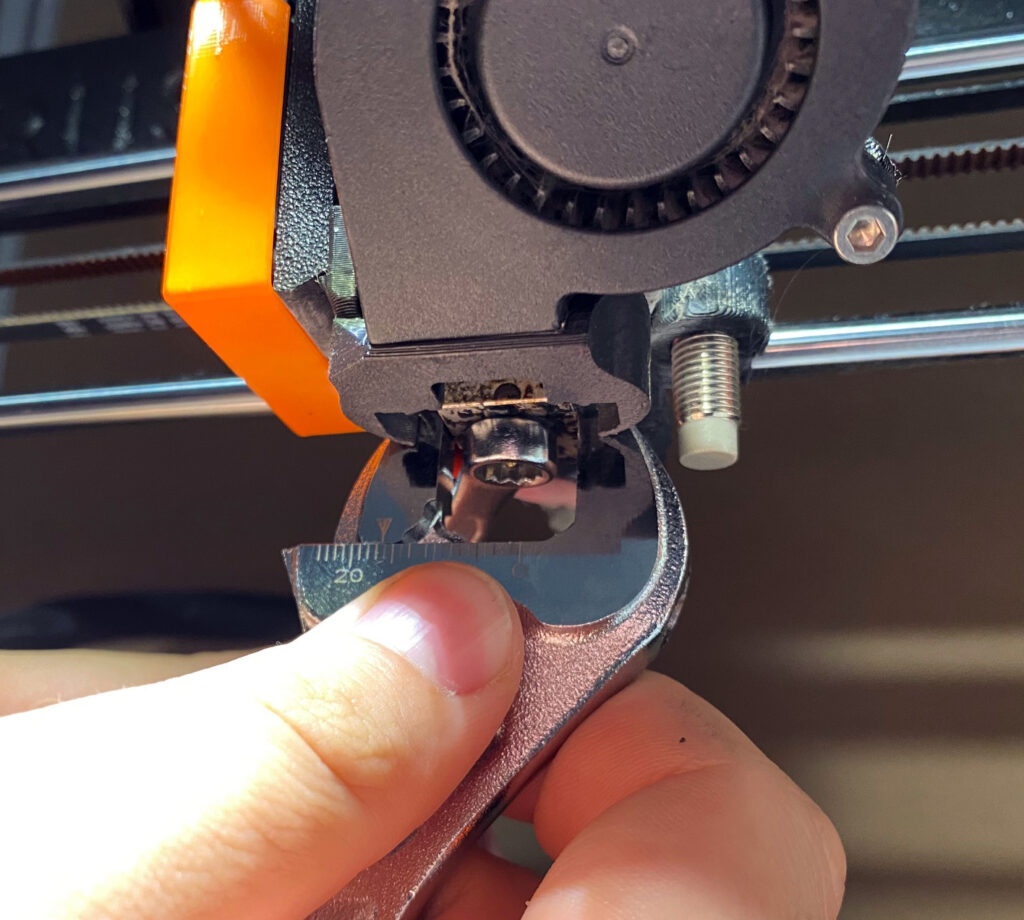
5) Nun kann die Nozzle losgeschraubt werden. Lege zuvor ein Zewa oder Tuch unter die Düse auf das Druckblech, falls mal etwas herunter fallen sollte. In unserem Beispiel verwenden wir einen passenden 7mm Maulschlüssel und schrauben die Nozzle vorsichtig los, während wir gleichzeitig mit dem Engländer das Hotend festhalten. Achtung: Düse und Hotend sind immer noch HEISS! Du kannst auch eine kleine Knarre mit 7er Nuss verwenden, die die heisse Düse dann direkt auffängt. Zu Fotozwecken haben wir hier den Maulschlüssel gewählt.

6) Wenn die Düse entnommen ist, schaue sie Dir genau an und prüfe, ob das Gewinde beschädigt ist oder Metallspäne zu sehen sind. Vergleiche Sie auch mit der NEUEN Düse. Im Idealfall sollte sie exakt gleich und vor allem GLEICHLANG sein. Warum ist das wichtig? Die Düse dreht sich mit ihrem Gewinde ein gutes Stück in den Heizblock hinein und stößt dort irgendwann auf das Gewindeende des Heatbreaks und kontert selbiges ziemlich exakt, wodurch im Idealfall ein durchgehender, nahtloser Kanal für das Filament entsteht.
Ist die neue Düse KÜRZER, so könnte sich ein Spalt im Hotend bilden, in dem das Filament verklumpt und zu starken Problemen führt. Eine zu kurze Düse erkennst Du außerdem daran, dass sie sich bis an den Heizblock hochschrauben lässt, was dann auch nicht mehr der ursprünglichen Optik entspricht, also Vorsicht.
Ist das Gewinde hingegen LÄNGER, so kann die ursprüngliche Optik nach dem Hineinschrauben ebenfalls nicht erreicht werden und Du ziehst wohlmöglich die Düse zu stark an, was zu Beschädigung am Gewindegang und des Inneren des Heizblocks oder sogar einem Versatz im späteren Filamentfluss führen kann.
7) Nun kann die neue Düse einfach eingeschraubt werden. Sofern der Heizblock sich auf ein erträgliches Maß abgekühlt hat, kannst Du das auch mit der Hand machen, da hat man mehr Gefühl für einen guten Sitz im Gewindegang.
Die Nozzle muss nicht sehr fest angezogen werden. Handfest (ca. 2nm) reicht aus. Wer’s ganz genau haben möchte, verwende einen Drehmomentschlüssel und befrage notfalls seinen Druckhersteller nach dem exakten Drehmoment.
8) Nach der Montage sollte sich dem Betrachter nun idealerweise derselbe Anblick bieten, wie VOR der Demontage nämlich: Die Düse weist denselben kleinen Spalt zum Heizblock auf, wie zuvor. Ist dies der Fall, sprechen alle Anzeichen dafür, dass Dein Düsenwechsel erfolgreich war.

9) Bitte jetzt nicht sofort losdrucken, sondern erst einmal das Druckbett NEU LEVELN, da sich der Abstand (wenn auch nicht sichtbar fürs Auge) verändert haben wird und das kann im übelsten Fall zu einer Beschädigung der Druckoberfläche führen. Befolge die Schritte zum Ausleveln auf dem Display deines Druckers.

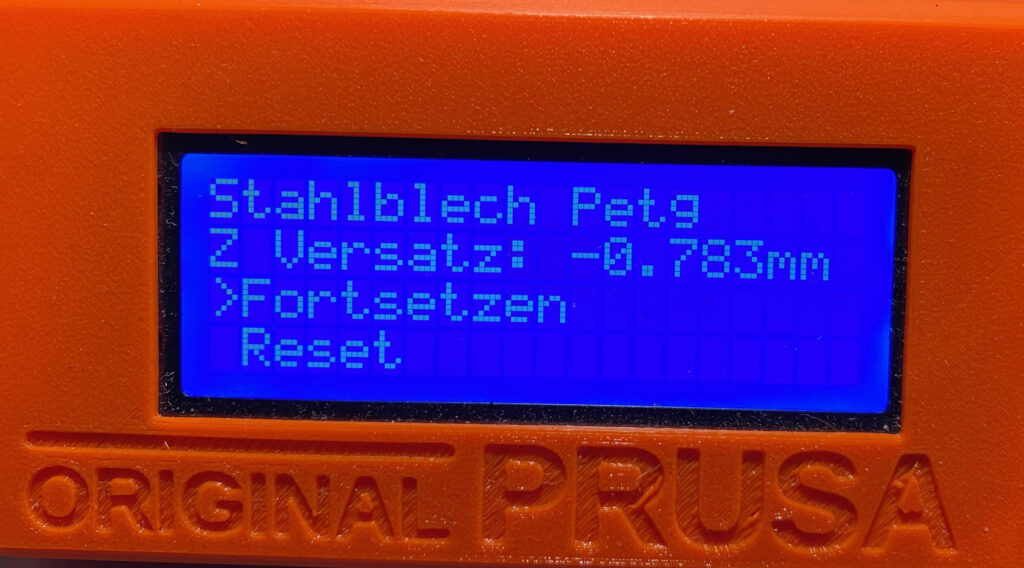
Tipp: Notiere Dir den hinterlegten Z-Versatz der lalten Düse, insbesondere wenn Du die sie nicht wegschmeist und später wieder verwenden möchtest. Damit hast Du zumindest einen Anhaltspunkt bei der nächsten Nivellierung, bis zu welchem Maß Du absenken musst, um halbwegs auf eine gute Z-Höhe zu kommen.
10) War das Ausleveln erfolgreich, kannst Du Dich auf den ersten Druck mit der neuen Düse vorbereiten und dazu gehört auch, notwendige Änderungen in Deinem bevorzugten Slicer vorzunehmen, der die neue Nozzle ja noch gar nicht kennt!
Es empfiehlt sich, ein neues Druckerprofil für die Düse zu erstellen und die meisten Hersteller bieten sowas bereits für ihre Modelle an (z. B. Prusa). In anderen Slicern wie z. B. Cura sind auch schon eine Menge Profile für Drucker div. Hersteller enthalten. Wir raten DESHALB zu einem neuen Profil, weil dort ALLE Einstellungen für Deinen Drucker korrekt vorgegeben sind. Es reicht eben NICHT aus, nur den Nozzle-Durchmesser in den einstellungen zu ändern, wenn Flussmenge uvm. unberücksichtigt bleiben.
Druckprofile verwenden
Du kannst auch ggf. bereits vom Anbieter vorgegebene Profile mit der neuen Nozzelgröße und Schichthöhe Deiner Wahl nehmen ODER selbst ein neues Profil anlegen, bei dem Du nach folgenden Formeln die Werte ermittelst:
MINIMALE SCHICHTHÖHE = 25% der Nozzlegröße (Düsendurchmesser x 0,25)
MAXIMALE SCHICHTHÖHE = 75% der Nozzlegröße (Düsendurchmesser x 0,75)
LINIENBREITE = Max. 150% des Düsendurchmessers
Unserer Erfahrung nach sollte man hier eher den Mittelwert nehmen und nicht zu sehr ans Minimum oder Maximum heran gehen. Auch hier ist auf jeden Fall testen, testen, testen angesagt, bis es DIR am Besten gefällt. Spiel mit den Einstellungen und den Materialien herum und mache Dir auf jeden Fall NOTIZEN zu Deinen Versuchen!
Anmerkung: Für PLA in Zusammenspiel mit einer 0,6er Nozzle verwenden wir hier z. B. 0,34mm Schichthöhe bei 0,64mm Linienbreite. Das funktioniert hier hervorragend.
Und nicht vergessen: Es ist das schönste Hobby der Welt! Viel Spaß dabei.
Gruß
Stefan vom
MakerTeam
P.S.: Du kannst JEDERZEIT nach dem ersten Druck nochmal den ausreichend festen Sitz der neuen Nozzle checken. Macht man ja schließlich auch nach einem Reifenwechsel 🙂