
Hallo und herzlich willkommen zum MakerTeam 3D-Wiki für Fachbegriffe und Slang aus der Welt des 3D-Drucks. Dieses Glossar richtig sich an Anfänger sowie Einsteiger und soll dabei helfen, sich in der komplexen Welt des 3D-Drucks etwas besser zurecht zu finden. Die Begriffe sind in alphabetischer Reihenfolge gegliedert.
(Auto-) Bed-Leveling (Automatisches Ausnivellieren des Druckbetts)

Durch einen Sensor wie z. B. den BL-Touch kann der 3D-Drucker durch mehrfaches Hinabfahren auf das Druckbett den exakten Abstand zum Druckbett an mehreren neuralgischen Messpunkten feststellen und an das Mainboard weiterleiten. Beim Auto-Bed-Leveling fällt das (mühsame) manuelle Kalibieren des Druckbetts über Stellräder unter dem Bett weg.
Bridge (Brücke)
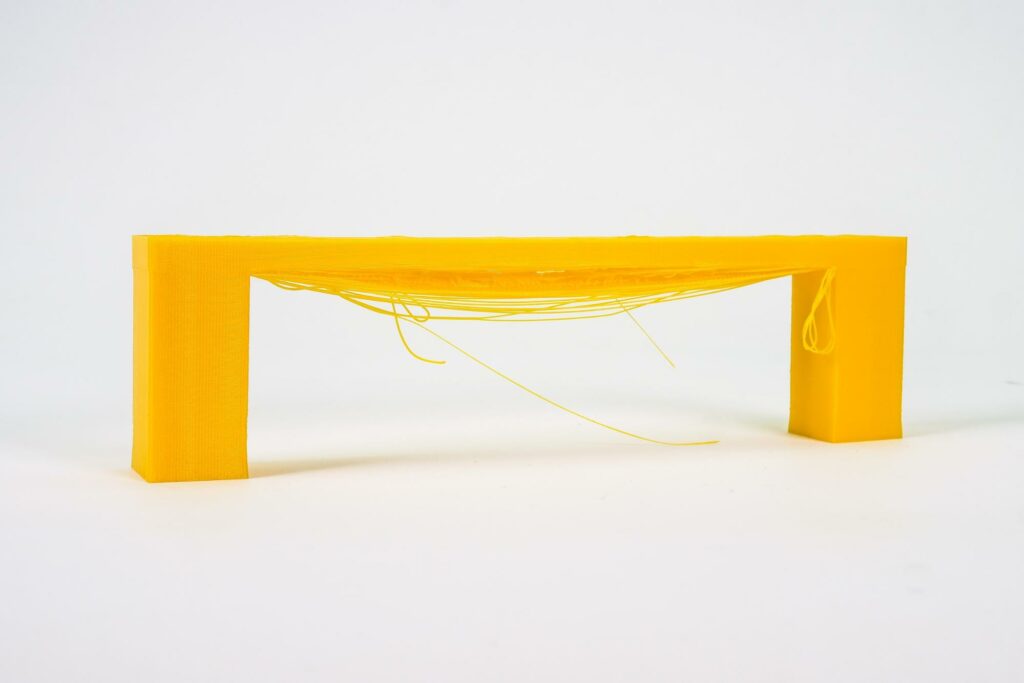
Von einer Brücke sprich mal im Allgemeinen, wenn der 3D-Drucker eine Verbindung zwischen zwei Punkten herstellt, also eine Brück druckt, OHNE das sich in den Schichten darunter Stützmaterial (Supports) befinden. Ein 3D-Drucker kann nicht beliebig weit FREI drucken. In der Regel ca. 3-5cm. Das Filament hängt irgendwann durch und der Druck verliert seine strukturelle Integrität. Man kann sogenannte Benchmarktests durchführen, in denen der eigene Drucker anhand eines anspruchsvollen 3D-Drucks an seine Grenzen gebracht wird.
Brim (Stützschicht)
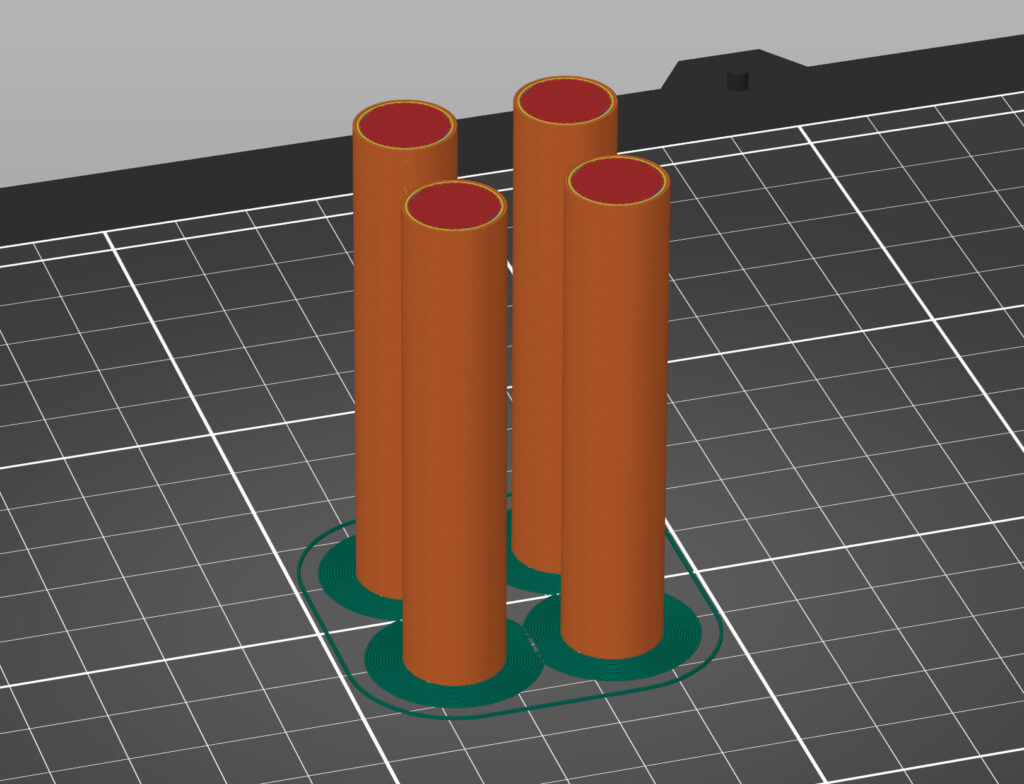
Der Brim ist exakt EINE Layerhohe hoch und umgibt das Druckobjekt. Der Brim vergrößert die ursprüngliche Auflagefläche des Printlings, sodass insbesondere kleine Objekte stabiler am Blech haften. Oftmals bleibt der Brim beim Ablösen des Drucks auf dem Bett von ganz allein zurück. Andernfals kann man ihn (je nach Material) auch leicht per Hand oder mit einem Cutter-Messer vom Druck entfernen.
Bügeln (engl. Ironing)

Um superglatte Oberflächen zu erhalten gibt es in verschiedenen Slicern die Zusatzoption „Bügeln aktivieren“. In diesem Fall wird NACH dem letzten Layer OHNE Filament und NUR mit der heissen Düse derselbe Layer nochmals abgefahren, wodurch das Filament erneut angeschmolzen und noch enger zusammen läuft. Dieser Vorgang macht einen deutlichen Qualitätsunterschied der schlußendlichen Oberfläche aus, bedeutet aber auch wesentlich mehr Zeitaufwand, da der Vorgang relativ langsam ausgeführt wird.
CAD (engl. Computer Aided Design)
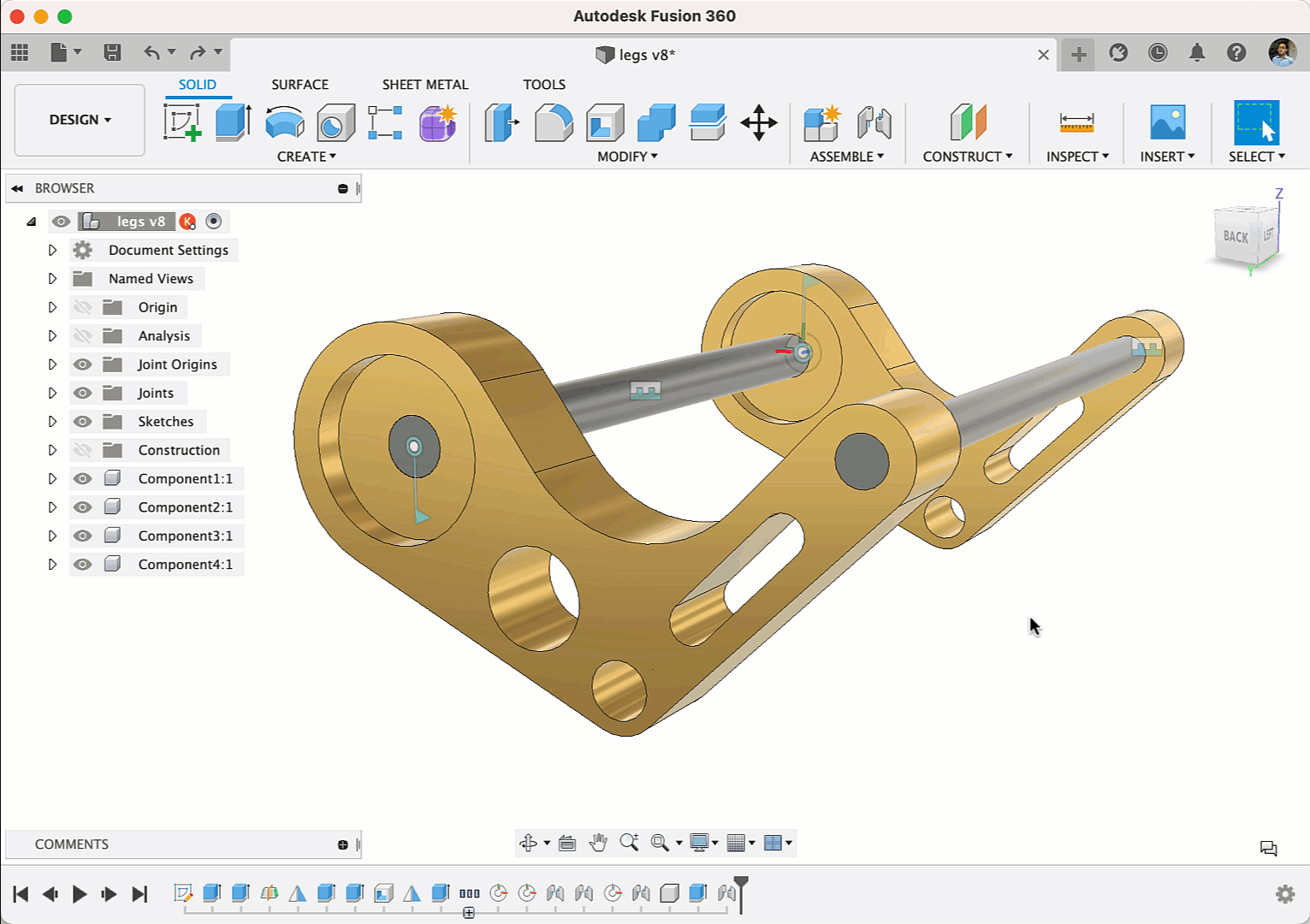
CAD bedeutet „computerunterstütztes Design“ und umfaßt alle EDV-unterstützten Aufgaben, wie z. B. Design, Planung, Konstruktion und Entwicklung/Verbesserung neuer Produkte. Belibete CAD-Programme sind z. B. AutoCAD, FreeCAD und Fusion360 (kostenlos).
Clocking (Klopfen)
Oftmals auch Filamentstau genannt. Als Clocking wird eine Störung im Filamentfluss bezeichnet, wenn der Extruder z. B. aufgrund eines Filamentpfropfens nicht mehr weiter fördert und das Filament daher in der Transportwalze „springt“, was zu einem deutlich ruckartigen Klacken führt. In einem solchen Fall solltest Du den Druck pausieren, das Filament versuchen zu entladen, neu einlegen und weiterdrucken. Es kann aber auch sein, dass sich das Filament nicht mehr entladen läßt. In diesem Falle mußt Du leider die entsprechenden Schrauben lösen und das Filament manuell aus dem Innern der Fördereinheit herausbasteln, was nicht immer leicht ist.
Coldend (kaltes Ende)
In der Regel das obere Ende des Extruders, wo das Material über die Filamentspule in Richtung Schmelzbereich (Hotend) hineingeführt wird.
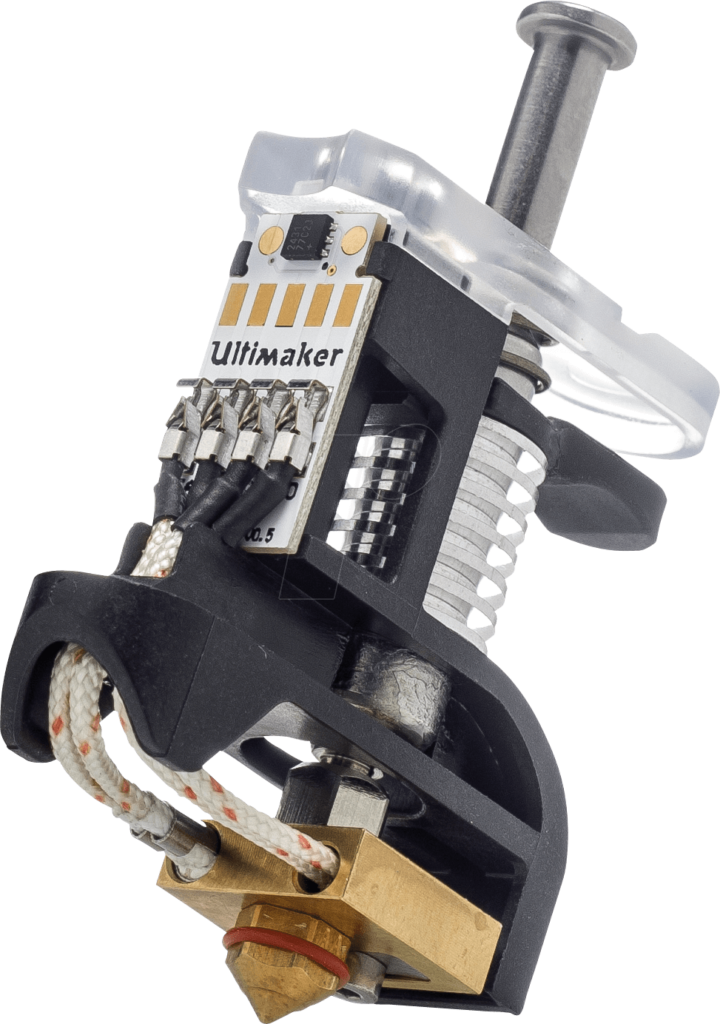
Extruder (lat. „extrudere“ = hinausstoßen)
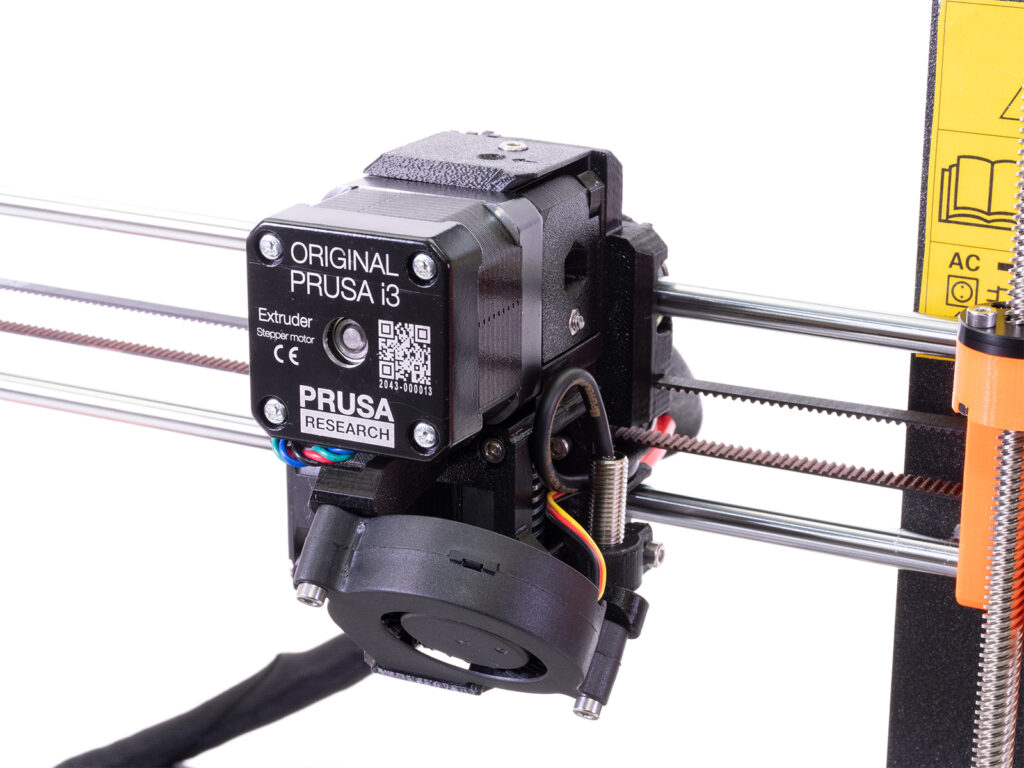
Der Extruder ist bei FDM-Druckern für den Materialfluss und das Schmelzen des Filaments zuständig. Normalerweise besteht er aus zwei Teilen, dem Hotend (unten) und dem Coldend (oben).
Fanduct (Lüfterkanal)

Hierbei handelt es sich um einen Aufsatz für den Lüfter, um dessen Luftstrom effizienter zu lenken, sodass das gedruckte Filament nach dem Ausbringen noch besser, schneller oder auch exakter abkühlen kann. Bei vielen 3D-Drucken wird über den Luftstrom die Nozzle direkt angeblasen, was vielen Anwendern nicht gefällt und als kontraproduktiv aufgrund Wärmeverlust angesehen wird. Durch einen Fanduct wird der Luftstrom an der Düse vorbei auf das soeben ausgebrachte Filament gelenkt, welches somit schnellst möglich erstarrt. Die Voraussetzung für schnelle Drucke.
FDM (Fudsed Deposition Modelling)
Bezeichnet den Vorgang, in dem ein Modell aus verflüssigtem Kunststoff, dem Filament, mittels eines 3D-Druckers Schicht für Schicht hergestellt wird.
Filament (lat. filamentum = Fadenwerk)
Filament ist das Material, welches zur Herstellung Deiner 3D-Drucke verwendet wird. Filament gibt es in zahlreichen Ausführungen und Materialien. Wir haben hierzu einen separaten Blog-Beitrag erstellt, der dazu ins Detail geht.
Firmware (z. B. Marlin, Klipper)

Dabei handelt es sich um die grundlegende Betriebssoftware, die funktional fest mit der Hardware verbunden ist. Ohne Firmware kann man die Hardware nicht benutzen. Die Firmware hat eine Versionsnummer und Du solltest in regelmäßigen Abschnitten beim Hersteller nachschauen, ob dieser ggf. ein Firmware-Update anbietet. Es ist sinnvoll hier stets aktuell zu sein.
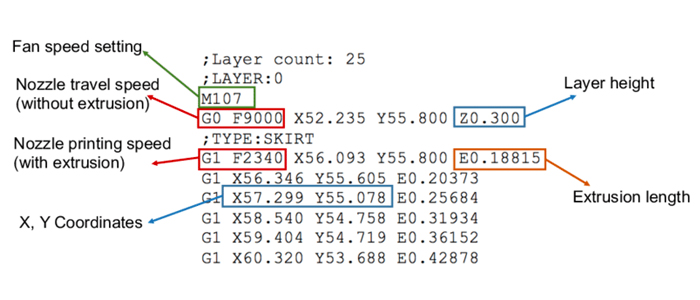
G-Code (Geometric Code)
G-Code wird von Slicer-Programmen erzeugt und beinhaltet alle Anweisungen für Deinen 3D-Drucker, um auf Basis der zuvor gewählten Parameter einen guten Druck auszuführen. Er besteht aus G- und M-Befehlen, denen jeweils eine Bewegung oder Aktion zugeordnet ist. Die Kombination ermöglicht komplexen 3D-Druck. Der G-Code wird in der Regel via Slicer-Programm auf einem Speichermedien abgelegt oder via Netzwerk an den 3D-Drucker übertragen, dort zum Druck ausgewählt und ausgeführt.
Achtung: Wir raten allen Usern dazu, NIEMALS G-Code aus dem Internet auszuführen, sondern stets die .stl-Datei des Modells zu downloaden. Dies hat den Hintergrund, dass Du nie weisst, WAS GENAU im G-Code des Anbieters steht. So kann es leicht passieren, dass der letzte Befehl den Drucker auf Z-30 fahren läßt, was im Klartext bedeutet: Der Druck wird ausgeführt, sauber beendet und Du freust Dich, doch noch bevor Du den Druck vom Blech nehmen kannst, fährt der Drucker auf einmal unerwartet nach unten, zerstört den Druck und knallt mit der Nozzel in Dein Druckbett hinein. Die Steppermotoren sind sehr stark und so kam es bedingt durch unseriösen G-Code vielerorts schon zu Totalschäden an Druckern. Also Vorsicht bitte!
Glühen (engl. Annealing)
Mit Glühen wird die nachträgliche Wärmebehandlung des gedruckten Objektes bezeichnet (z. B: aus PLA) um dessen Eigenschaften zu verbessern bzw. bestimmte Eigenschaften hinzuzufügen. Die Mploeküle werden dabei neu angeordnet. In der Industrie kommen thermische, chemisch-thermische und mechanisch-thermische Verfahren zum Einsatz. Während dieses Verfahren im 3D-Druck relativ neu ist, so ist es z. B. in der Metallindustrie schon lange bekannt. In der Wärmebehandlung unterscheidet man generell zwischen zwei Verfahren:
- Die durchgreifende Gefügeumwandlung (Glüh- und Härteverfahren)
- Umwandlung der Oberfläche (Diffusions- und Beschichtungsverfahren)
Die Leute von Prusa Research haben dazu einen ausführlichen Beitrag geschrieben.
Gurt / Riemen (engl. belt)

Der Riemen wird über die Stepper-Motoren bewegt. Er besitzt auf einer Seite Zähne, die in die Pulleys am Motor eingreifen. So kann Kraft auf den Gurt und das daran befestigte Objekt (z. B. ein 3D-Druckkopf) übertragen und eine Bewegung entlang einer geführten Achsen stattfinden.
Heizbett (engl. Heatbed)
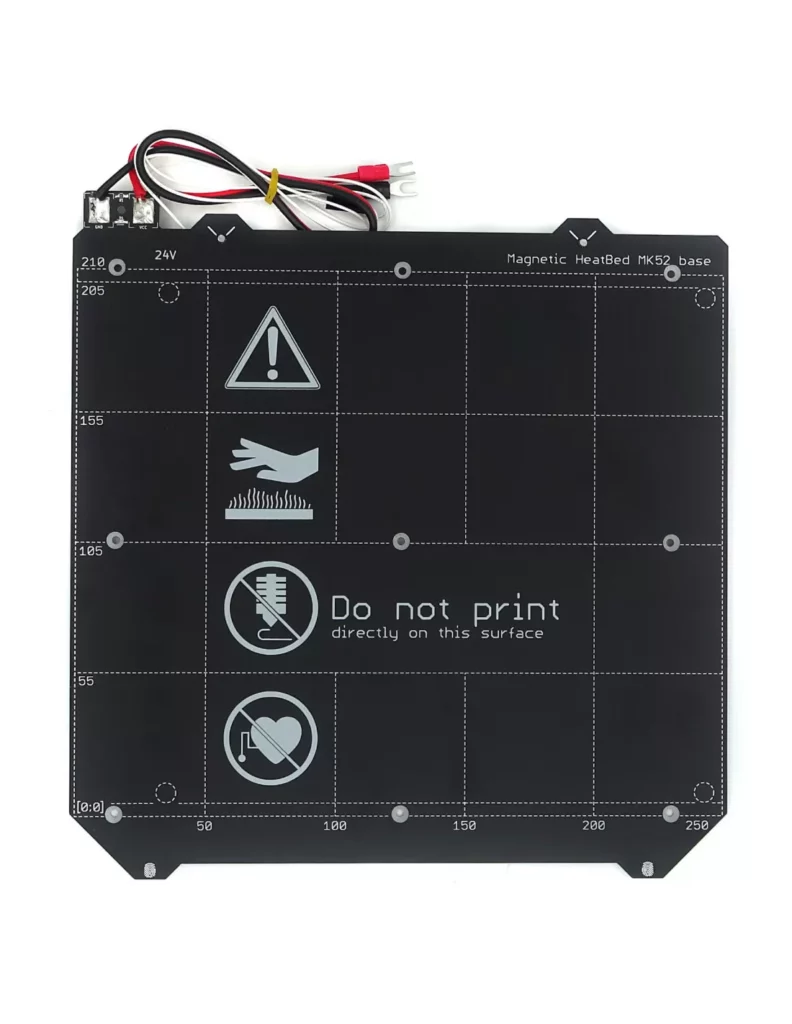
Nicht jeder 3D-Drucker hat ein beheiztes Druckbett aber auf jeden Fall eine Oberfläche, auf der gedruckt wird. Das HEIZbett hat den Vorteil, dass es warm wird und so ein bessere Haftung mit dem Druck eingeht. Das Heizbett muss wie jede andere Druckoberfläche gelevelt werden, um es in Waage für den späteren Druck zu bringen, sodass die Düse (engl. Nozzle) überall denselben Abstand zum Druckbett hat.
Heizpatrone

Diese sitzt im Heizblock (engl. Hotend) des Extruders Deines 3D-Druckers. Der Extruder ist das Gerät, wo das flüssige Filament am Ende austritt. Die Heizpatrone wird durch das Mainboard gesteuert und sorgt für die richtige, konstante Temperatur für das jeweilige Filament, um es auf die richtige Konsistenz zu verflüssigen.
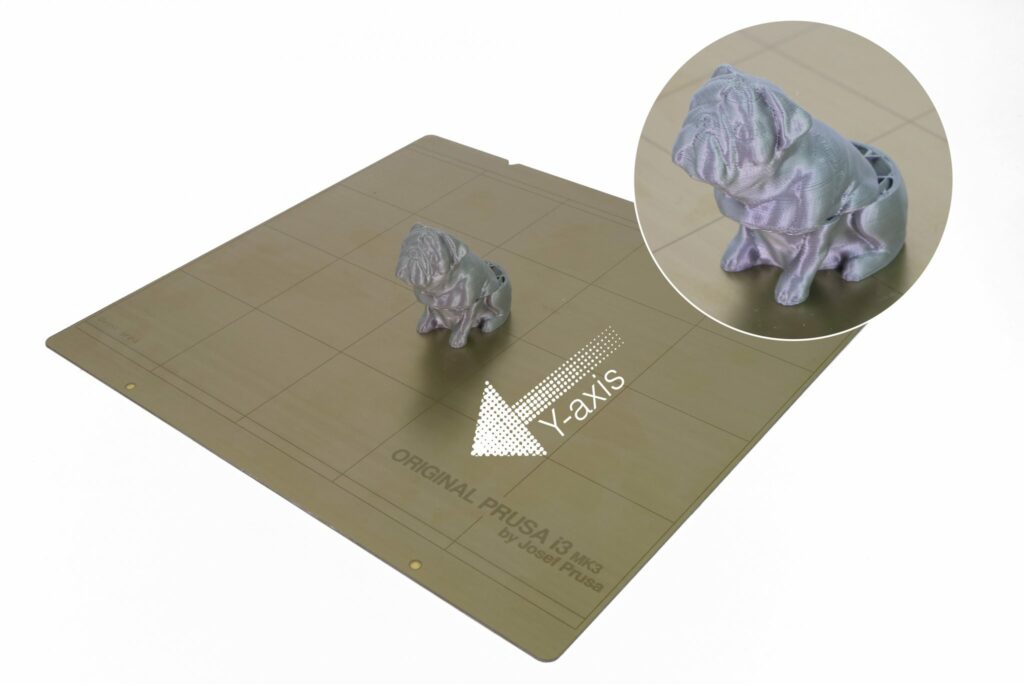
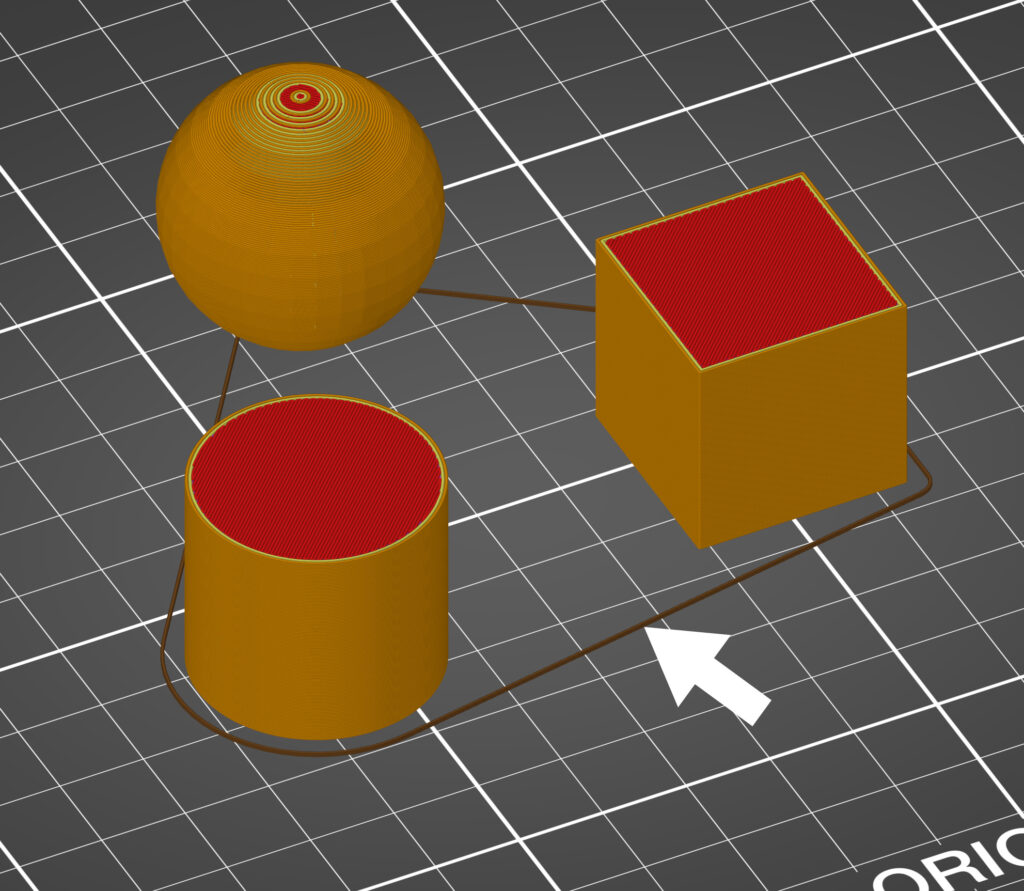
Hollow Print (Hüllendruck)
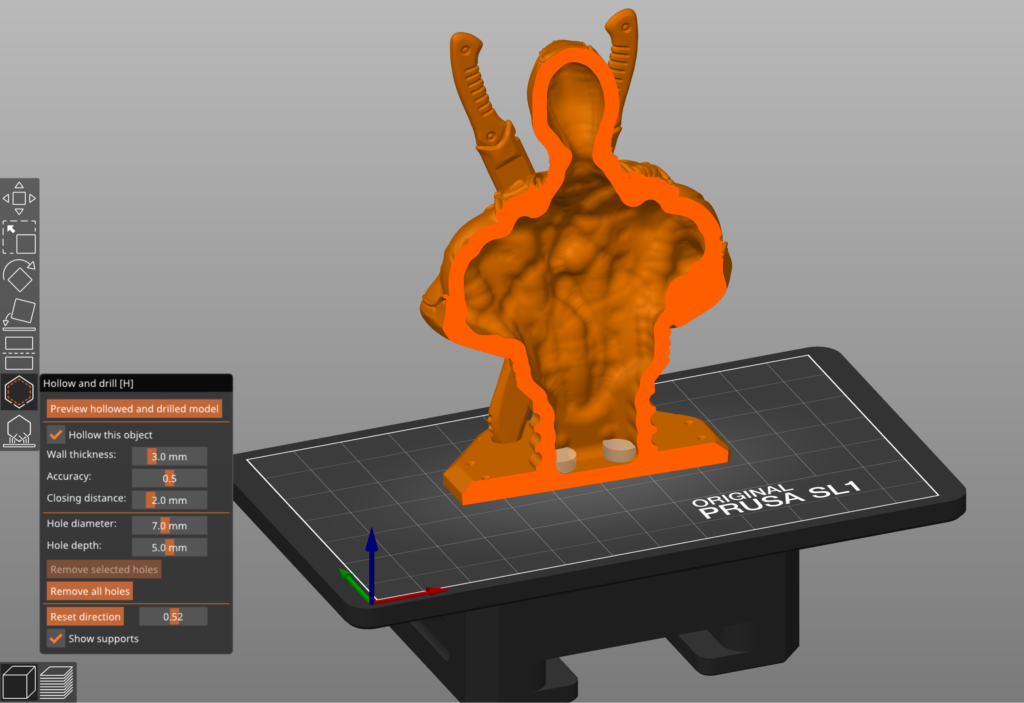
Hollows sind 3D-Drucke, die 0% Infill haben und ausschließlich über eine Außenwandung verfügen. Große Körper und Büsten können so sehr schnell gedruckt werden, wenn es nicht um Stabilität, sondern nur um Form und äußere Details geht. Man verschwendet auch weniger Material z. B. bei Prototypen und produziert daher auch weniger Abfall für die Tonne. Eine gute Sache.
Hotend (Heisses Ende)
In der Regel das untere Ende des Extruders, wo das Material verflüssigt austritt um gedruckt zu werden.
Infill (Füllung)
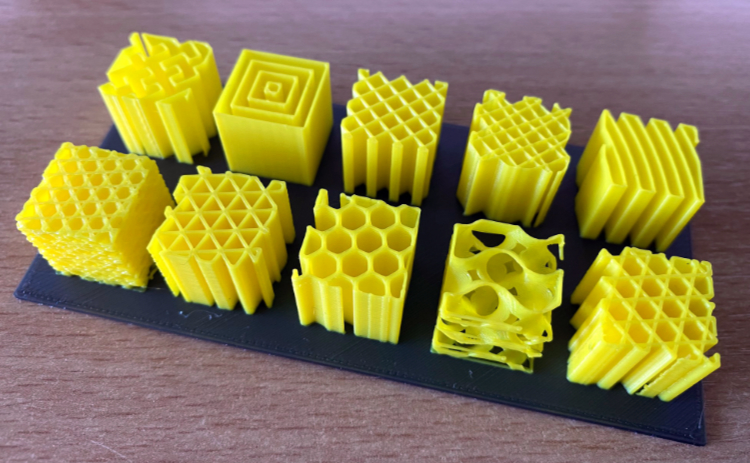
Infill ist die Füllung und gleichzeitig Füllart. Es gibt verschiedenen Infill-Formen, die alle strukturelle Vor- und Nachteile haben. Infill wird in Bezug auf das Volumen des zu druckenden Körpers stets in Prozent angegeben. Druckst Du also z. B. mit 50% Infill, ist der Körper auch zu 50% seines Volumens mit Filament ausgefüllt. Die Infillform (z. B. Linien, Waben, Rechteck, Netz usw.) kannst Du dabei frei im Slicer auswählen. Generell gilt: Je WENIGER Infill, umso instabiler wird ein Körper ABER auch umso leichter. Außerdem verbraucht er weniger Filament und ist schneller gedruckt. Bei MEHR Infill verhalten sich diese Punkte umgekehrt.
Lager (engl. Bearing)

Es gibt Kugellager, Walzenlager, Gleitlager und eine Menge mehr. An einem 3D-Drucker sind i. d. R. mehrere Arten davon verbaut und sie sorgen dafür, dass alle Komponente sauber und glatt über die Achsen gleiten. Man sollte die Lager regelmäßig warten und sauber halten. Dies wird durch Reinigen der Achsenstangen und Nachfetten erreicht.
LCD (engl. Liquiad Christal Display)

Das Flüssigkristalldisplay (LCD) hilft Dir bei der Bedienung des 3D-Druckers, indem es Menüs, Auswahlmöglichkeiten und Werte anzeigt. Ein LCD verbraucht dabei wesentlich weniger Strom, als z. B. ein TFT (Thin-Film-Transistor = Flachbildschirm) und ist günstiger in der Anschaffung, weil i. d. R. monochrom (einfarbig).
Layer-Shift (Schichtversatz)
Durch div. Umstände kann es vorkommen, dass Dein 3D-Drucker die aktuelle Druckschicht (Layer) nicht exakt über der letzten druckt, sondern versetzt. Das nennen wir Layer-Shift und kann in alle Richtung erfolgen. Leider ist der Druck damit im Eimer. Er ist meist bedingt durch Schrittverluste, wenn z. B. der Riemen aufgrund Fremdkörper oder Abnutzung springt oder einen Filamentgrad, der den Druckkopf stört und dadurch überspringen läßt. Es kann aber auch fehlerhafter G-Code sein. Die Ursachen sind vielfältig und nicht immer leicht zu finden.
Mainboard (Hauptplatine)
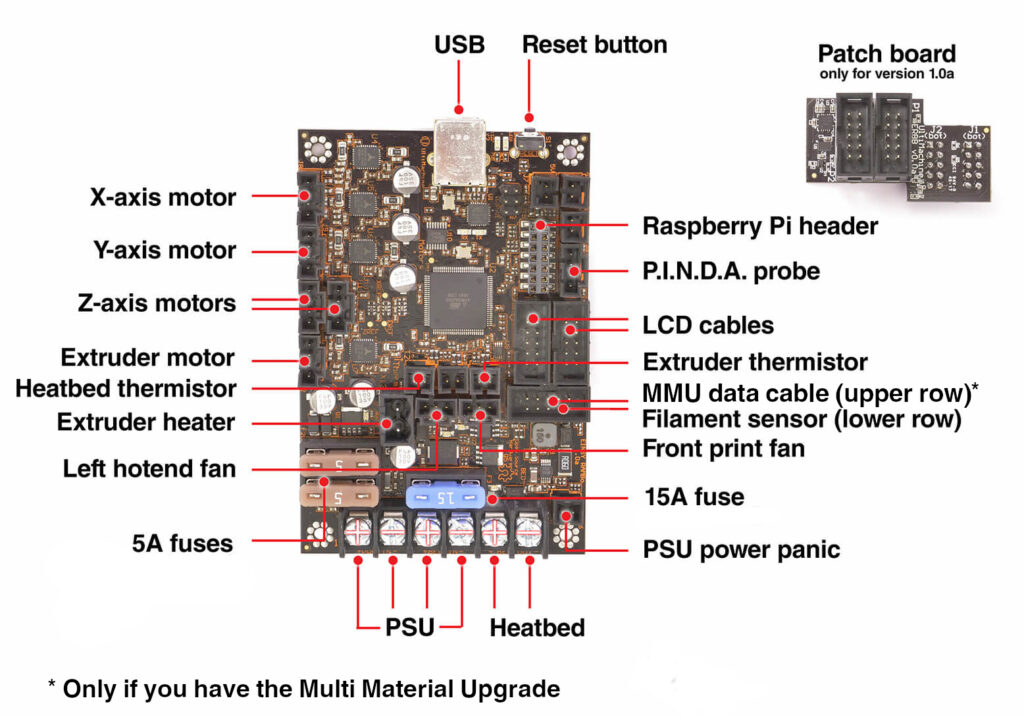
Hierbei handelt es sich um die Steuerplatine, das Herz, Deines 3D-Drucker. Diese sitzt i. d. R. im selben Gehäuse, wo auch das Bedienpanel untergebracht ist. Durch das Mainboard werden die Motoren gesteuert, SD-Karten ausgelesen, Signale und Sensoren ausgewertet usw.
Mosfet (engl. Metal Oxide Semiconductor Field-Effect Transistor)
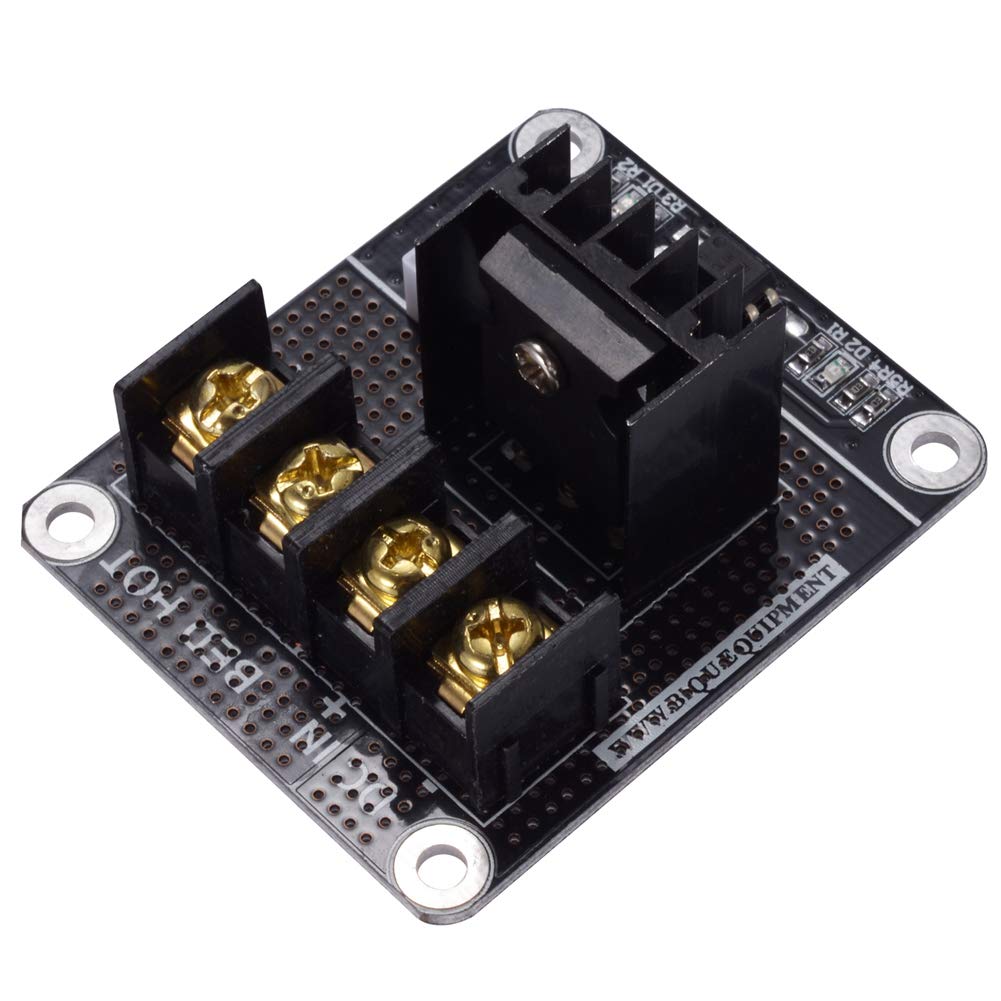
Ein Mosfet (Metalloxid-Halbleiter-Feldeffekttransistor) macht Deinen 3D-Drucker sicherer. So leitet man z. B. den Hauptstrom für das Heizbett nicht direkt über die Hauptplatine, sondern über einen Mosfet, der widerum vom Mainboard angesteuert wird und den notwendigen Strom direkt vom Netzteil über eine separate Leitung mit ausreichendem Querschnitt ans Ziel, z. B. das Heizbett, leitet. Ein 3D-Drucker hat in der Regel mehrere Mosfets verbaut.
Nozzle (Düse)

Die Nozzle bildet das untere Ende des Filament-Extruders und ist quasi der Punkt, an dem das erhitzte Filament austritt und auf das Druckbett gebracht wird. Es gibt eine Vielzahl an Düsen am Markt. Sie sind in verschedenen Durchmessern und Materialien (Messing, Stahl, Edelstahl, Rubin-besetztes Messing, beschichtet usw.) für alle gängigen Drucker erhältlich und haben wesentlichen Einfluss auf Druckqualität und Geschwindigkeit. Wir haben dazu einen eigenen Blog-Beitrag, der hierzu in Detail geht.
.obj-Datei
OBJ ist hier die Abkürzung für „Objekt“ und daher beinhaltet eine .obj-Datei die Geometrie eines Objektes. CAD-Modelle werden so gespeichert.
OctoPrint
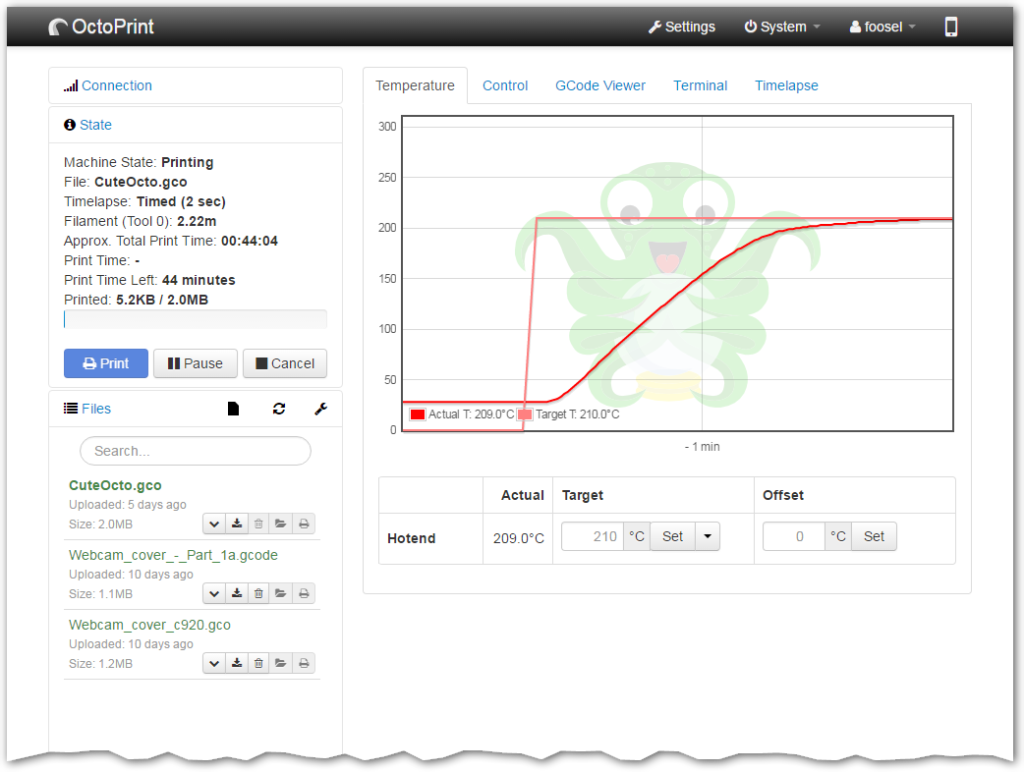
OctoPrint ist ein Web-Interface für Deine(n) 3D-Drucker und gibt Dir die Möglichkeit, sämtliche Deiner 3D-Drucker und Druckaufträge (inkl. Kameraüberwachung) von Deinem Arbeitsplatz aus zu regeln. Hier bei MakerTeam nutzen wir OctoPrint mit einem netzwerkfähigen Raspberry Pi Mini-Computer samt angeschlossener Kamera zur Überwachung unseres Timelapse-3D-Druckers in einem anderen Gebäudeteil.
Raft (Floß)
Unter Raft verstehen wir eine benutzerdefinierte Basis UNTER dem eigentlichen 3D-Druck, ähnlich einem „Floß“ auf dem er ruht. Dieses ist sinnvoll und hilfreich, wenn das zu druckende Objekt ein erhöhtes Warping-Risiko hat. Rafts werden nicht bei allen Drucken benötigt und mit steigender Erfahrung des Users wird deren Verwendung auch abnehmen. Rafts können im Slicer definiert werden und sollten nicht mit Skirts oder Brims verwechselt werden.
Raspberry Pi
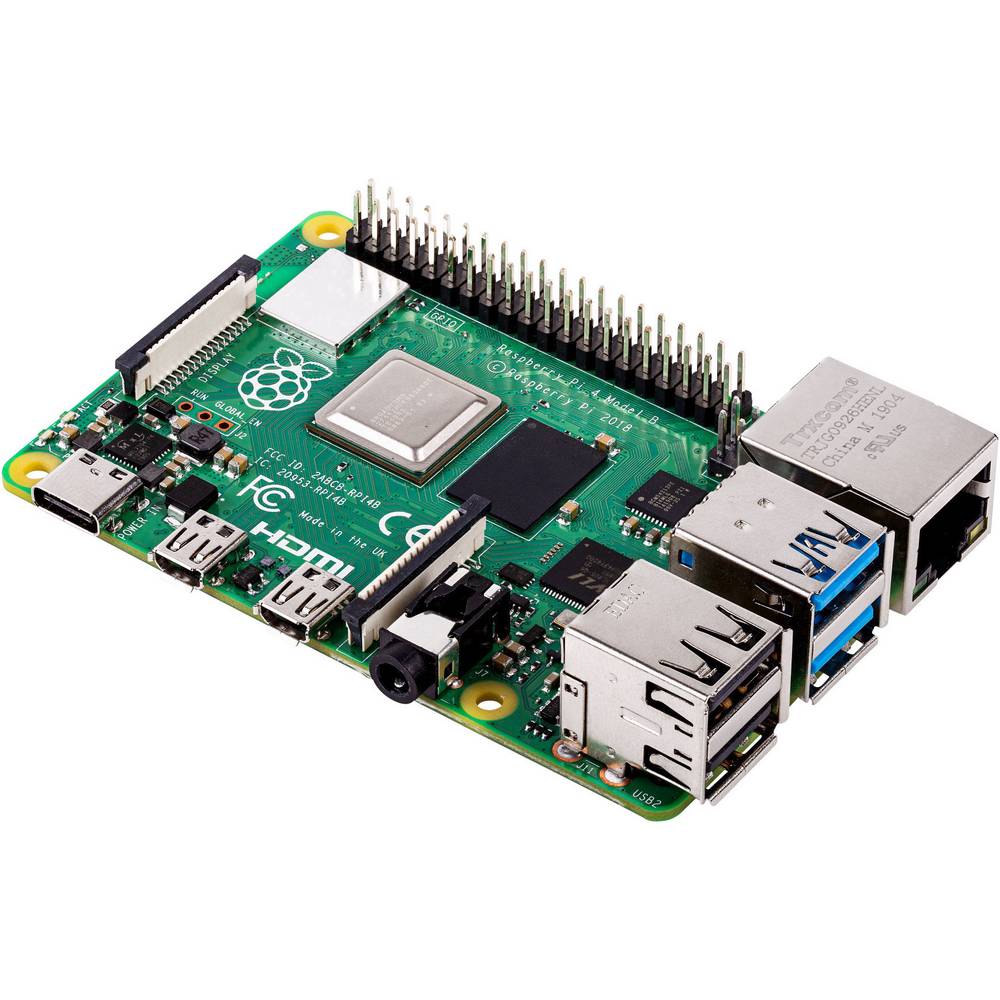
Ein Raspberry Pi ist ein Einplatinen-Mini-Computer (ca. Kreditkartengröße), den es in verschiedenen Versionen gibt und der sehr günstig in der Anschaffung ist (ca. 35,-€). Er ermöglicht den Erstkontakt der Programmierung mit den Bauteilen eines (eigenen) 3D-Druckers. Er wurde ursprünglich von der Raspberry Pi Foundation für Schüler und Studenten entwickelt und erfreut sich mit seinem Ein-Chip-System von Broadcom mit einer Arm-CPU großer Beliebtheit in Industrie und Hobby.
Retraction (Rückzug)
Unter Retraction verstehen wir das Zurückziehen des Filaments in die Düse, bevor der Drucker zu einem neuen Absetzpunkt für den Druck fährt. Durch gute Einstellungen wird so auch das Problem Stringing vermieden.
Rolle (engl. Pulley)

Die Gurte bzw. Riemen laufen über Pulleys, die je nach Montageart frei drehend oder fix am Steppermotor fixiert sind, um z. B. den Druckkopf entlang seiner Achse(n) hin und her zu bewegen.
Post Processing (Nachbearbeitung)

Wenn 3D-Drucke im Nachgang zusätzlich bearbeitet werden müssen, um z. B. Grate oder Ansatzstellen von Supports zu entfernen, spricht man von Post Processing. Auch Polieren, Lackieren, Schleifen und das Veredeln im Allgemeinen fällt unter diesen Punkt.
Slicer (engl. slicing = schlitzen)
Ein Slicer ist ein Programm, welches eine .stl-Datei in Druckebenen/Schichten (engl. Layer) umwandelt und daraus sogenannten G-Code erzeugt, den der Drucker versteht und auf dessen Basis er seine Bewegungen und Abläufe ausführt. Dies beinhaltet auch Filamentart, Drucktemperaturen, Geschwindigkeiten und eine Vielzahl weiterer Parameter. Beliebte Slicer sind CURA, SIMPLIFY3D und der PRUSA-Slicer.
Skirt (Rock)
Bei vielen Slicern ist der Skirt standardmäßig aktiviert und bewirkt, dass vor dem eigentlichen Druck in voreingestelltem Abstand ein Ring aus Filament um das Druckobjekt ausgebracht wird, um einen kontinuierlicheren Materialfluss zu gewährleisten. Wird ohne Skirt gedruckt kann es vorkommen, dass es zu Haftungsproblemen kommt, weil das Filament noch unsauber/unregelmäßig fliesst. Wird der Skirt so nah am Objekt ausgebracht, dass er dieses berührt, sprich man nicht mehr von einem Skirt, sondern einem Brim.
Stepper (engl. step = Schritt = Schrittmotor)

Stepper-Motoren werden am 3D-Drucker zur Bewegung der Achsen eingesetzt. Es gibt verschiedenste Modelle mit unterschiedlichen Schrittweiten am Markt. Je mehr Schritte der Motor auf 360° macht, umso feiner kann die Bewegung und die spätere „Auflösung“ des Drucks gesteuert werden. Der Rotor wird durch ein gesteuertes, schrittweise rotierendes, elektromagnetisches Feld der Statorspulen um einen kleinen Winkel oder sein Vielfaches gedreht. Schrittmotoren gibt es auch als Linearmotoren.
.stl-Datei
.stl steht hier als Abkürzung für
- Stereolithographie oder
- Standard Triangle Language oder
- Standard Tesselation Language
Wenn Du eine 3D-Datei in Deinem CAD-Programm erstellt hast, dann speicherst Du sie als .stl-Datei ab, um sie anschließend in einem Slicer-Programm für den Druck(er) vorzubereiten.
Stringing (Fäden ziehen)
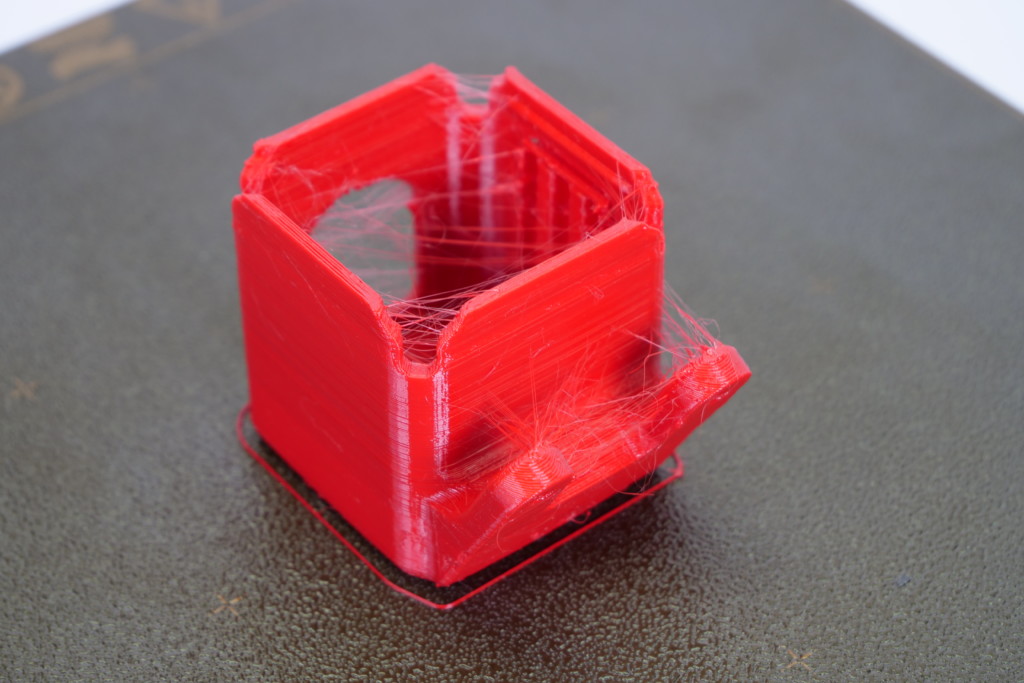
Wenn beim FDM-Druck Fäden entstehen, sprich man vom unbeliebten Stringing, einem Produktionsfehler. Dieser kann mehrere Gründe haben:
- Retraction-Problem: Das Filament wird nicht weit genug zurück gezogen vor dem Verfahren des Druckkopfes zu einem neuen Ansatzpunkt. Es zieht sich dann wie Kaugummi zum nächsten Absetzpunkt mit.
- Die Nozzle ist zu nah an der Oberfläche. Dadurch bleibt Material außen hängen, welches aufgrund der Hitze zähflüssig bleibt und so zu Fadenbildung führt. Hier hilft oftmals ein größerer Abstand zwischen Düse und Druckbett, dem sogenannten „Z-Offset“, einzustellen über das Menü des Druckers.
- Die Nozzle ist zu heiss und das Material läuft u. U. trotz perfekt eingestellter Retraction weiter aus der Düse und zieht Fäden. Hier hilft das schrittweise Absenken der Temperatur um je 5°C bis es paßt.
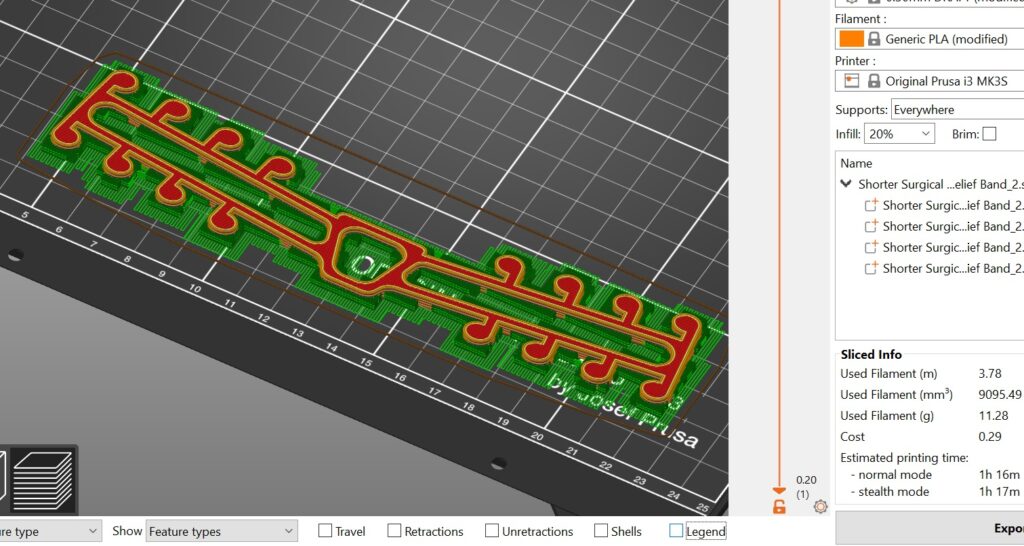
Stützstruktur (engl. Supports)
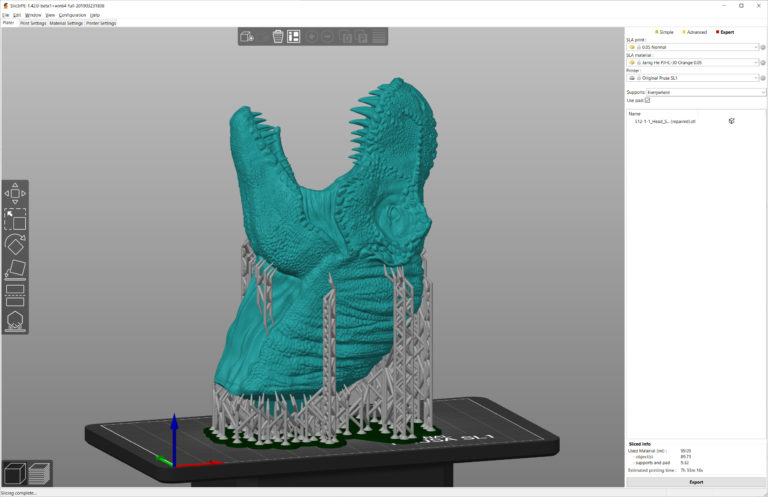
Viele Objekte sind von ihrer Form her nicht ohne zusätzliche Stützen (Supports) druckbar. Zumeist hängt dies mit Überhängen zusammen, die flachwinklig sind. Man kann im Slicing-Programm umfangreich einstellen, wie und wo Supports am Druck zum Einsatz kommen sollen. Supports sind je nach Material einfach (z. B. PLA) oder auch schwieriger (z. B. PETG) zu entfernen aber in jedem Falle sinnvoll, denn OHNE Supports sind viele Drucke gar nicht erst realisierbar. Cura verwendet z. B. eine Art Baumstruktur, wo vereinzelte Äste zu den neuralgischen Stellen gehen. Der Prusa-Slicer hingegen verwendet eine Linienstruktur. All das kann aber auch benutzerdefiniert angepaßt werden. Hier ist Erfahrung und Wille zum Ausprobieren gefragt.
Thermistor (engl. THERmally-sensitive resISTOR)

Dieser wärmeempfindliche und zugleich variable elektrische Widerstand mit positiver und negativer Temperaturcharakteristik sitzt meist im Heizblock in der Nähe der Heizpatrone, misst die aktuelle Temperatur und kommuniziert mit dem Mainboard. Die Heizpatrone wird auf Basis seiner Daten angesteuert, um stets die korrekte Temperatur für das eingelegte Filament zu liefern.
Überhang (engl. Overhang)
Von einem Überhang sprechen wir dann, wenn die neue Druckschicht nur teilweise von der Schicht darunter gestützt wird. Kommt es zu flachen Überhangen kleiner 45° hilft meist die Verwendung von Stützstrukturen (Supports). Bei steilen Überhängen 45-90° reicht das darunter liegende Druckmaterial als Stütze i. d. R. aus.
Vogelnest
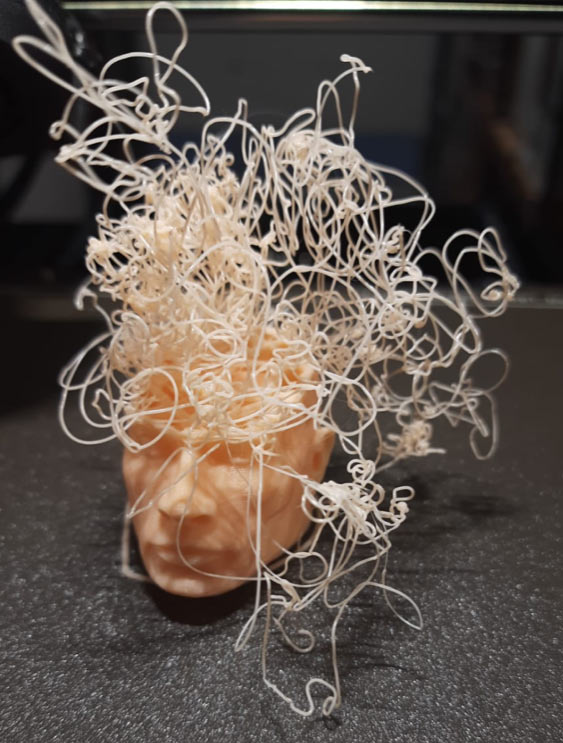
Sollte der Druck abreissen und z. B. die Crash-Erkennung deaktiviert sein, sodass der Drucker immer weiter Filament extrudiert, kann es zu aberwitzigen Filamentkräuselungen kommen. Hin und wieder sieht das ganz interessant aus und wird aufgrund seiner Form gerne Nest oder Vogelnest genannt.
Warping (Verformung)

Wenn bedingt durch Temperaturdifferenzen Spannungen im 3D-Objekt auftreten kann es zum Warping kommen. Dieser Begriff umschreibt eine Vielzahl möglicher Verformungen des Printlings. Warping entsteht meist durch einen in den unteren Druckschichten bereits abgekühlten Körper, der immer noch auf einem heissen Druckbett haftet. Eine mögliche Lösung ist die Herabsetzung der Druckbett-Temperatur nach den ersten paar Schichten unter Berücksichtigung dessen, dass mit schwindender Hitze auch die Haftkraft des Betts nachläßt.